0 引言
轿车后备箱盖是以2件支撑组件作为骨架,后备箱开启与关闭都依靠支撑组件的刚性和尺寸精度,避免后备箱盖产生扭转和歪曲变形。
1 支撑组件冲孔加工工艺分析
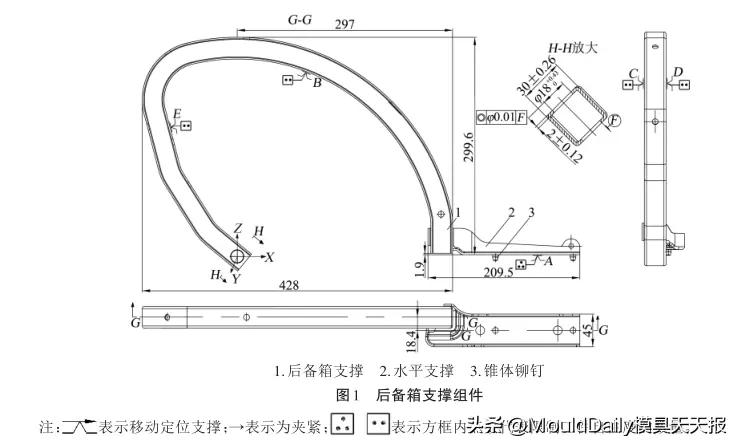
后备箱支撑组件如图1所示,由后备箱支撑1、水平支撑2和锥体铆钉3组成,需要加工的是后备箱支撑1端头的2×φ18(0~+0.43)mm孔,要求2个孔的同轴度为φ0.01mm。如采用钻孔加工,一是不容易保证2个孔的同轴度;二是因支撑组件定位和夹紧结构尺寸特殊,不便于操作,结构设计困难。如采用冲压加工,由于冲压加工是瞬时冲切,第1个孔的冲切会出现孔壁内凹缺陷,第2个孔的冲切会出现孔壁外凸缺陷。只有采用液压缓慢冲切并调整液压作用力和冲切速度才可避免成形的孔内凹和外凸,经分析采用气动凸凹模一次性同时冲出支撑组件2个孔的夹具以实现同轴度要求。后备箱支撑组件为方形管件,由圆管冷拔而成,存在尺寸误差,为了弥补避免存在的尺寸误差而影响支撑组件的2×φ18(0~+0.43)mm孔的加工位置精度,支撑组件定位基准A、B、C、D、E采用移动定位支撑,其中X方向移动定位支撑有A、E,Z方向移动定位支撑有B、C、D。
2 后备箱支撑移动定位和夹紧方案制定
根据后备箱支撑组件工艺、定位与夹紧的可行性分析,确定后备箱支撑组件冲裁2×φ18(0~+0.43)mm孔的定位和夹紧方案。
(1)定位方案。A为大平面可移动定位,限制了3个自由度;B、C、D定位各限制了2个自由度,采用气动V形滑块可移动定位;E为斜面T形滑块移动定位,限制了2个自由度。这存在基准重复定位误差,解决措施是采用可移动定位支撑。
(2)夹紧方案。A基准处为气动夹紧机构,D基准处为铰链手动夹紧机构。
(3)加工方案。由于2×φ18(0~+0.43)mm孔的同轴度为φ0.01mm,首先是定位基准C、D和E在气缸带动下实现了V形滑块可移动定位,在A处平面和E处T形滑块移动定位的限制下,定位槽C、D和A平面及E处T形滑块均与后备箱支撑1和水平支撑2接触后停止移动。设凸模为φ18.1(-0.02~0)mm,凹模为φ18.4(0~+0.02)mm,采用1个凸模冲裁2个孔,故夹紧的后备箱支撑1与水平支撑2是利用前气缸轴上安装的凸模和后备箱支撑1的孔中放入镶件,镶件φ18.4(0~+0.02)mm孔作为凹模,后气缸轴上的垫块φ18.4(0~+0.02)mm孔作为冲制第2个孔的凹模,只有这样才可完成后备箱支撑1的2×φ18(0~+0.43)mm孔的冲裁。
3 水平支撑气动移动定位与夹紧
后备箱支撑的水平支撑2移动定位与夹紧,如图2所示。后备箱支撑1、水平支撑2和锥体铆钉3安放在水平支撑定位块4的平面上,水平支撑2是依靠气缸5的轴作用于压板6和螺钉8及螺母7而移动距离L,实现夹紧和松开水平支撑2。
4 定位槽B、C、D移动定位与夹紧
后备箱支撑组件在定位槽板23的B、C、D侧面和T形滑块1的15°斜面E进行移动定位与夹紧,如图3示。
(1)楔块夹紧机构。由于T形滑块1和T形槽座2组成的斜面E进行移动定位并与气动定位槽板23的移动定位组成楔块夹紧机构,对后备箱支撑组件进行移动定位与自锁夹紧作用。定位槽板23推动后备箱支撑组件上移,相对于T形滑块1向下移动而实现对后备箱支撑组件自锁夹紧。定位槽板23下移,相对于后备箱支撑组件与T形滑块1下移,楔块夹紧机构即可实现松开作用。由于定位槽板23槽的C、D侧面的间隙与冲孔方向一致,不会影响冲孔位置,但影响另外两相邻侧面的间隙,前端有水平支撑移动定位与夹紧,后端有T形滑块1和T形槽座2移动定位的限制,对后备箱支撑组件位置偏移的影响程度有限。
(2)铰链夹紧机构的夹紧与松开。由于后备箱支撑组件安装在定位槽板23槽中存在0.563mm的间隙,为了防止冲孔过程中后备箱支撑组件出现移动,需要后备箱支撑组件贴紧定位槽板23槽C侧面,要求对后备箱支撑组件进行夹紧。如图3中N-N视图所示,按下手柄13,由于连接片11与手柄13为一体,连接片11带着摆杆8和夹紧爪6抬起而实现对后备箱支撑组件的松开。抬起手柄13,即可实现对后备箱支撑组件的夹紧。
(3)定位槽板23和T形滑块1脱离对后备箱支撑组件的定位与松开。先要松开铰链夹紧机构和气动水平支撑机构对后备箱支撑组件的夹紧,然后定位槽板23在气缸19的气缸轴20的推动下,连接板22带动定位槽板23向下移动L距离,使定位槽板23和T形滑块1脱离对后备箱支撑组件的定位,便可以取出后备箱支撑组件。
(4)定位槽板23和T形滑块1对后备箱支撑组件的移动定位与夹紧。气缸19使气缸轴20带动定位槽板23移动L距离,定位槽板23的B、C、D面实现对后备箱支撑组件的移动定位。同时由于T形滑块1与定位槽板23移动方向存在15°的斜面,形成了一种楔块夹紧结构。定位槽板23的上移使T形滑块1可实现移动定位的自锁楔紧作用,楔块夹紧机构对后备箱支撑组件楔紧,楔紧范围包括T形滑块1和定位槽板23在内的定位面积。
5 后备箱支撑2孔的冲裁
后备箱支撑2×φ18(0~+0.43)mm孔的冲裁如图4所示,在安装后备箱支撑组件到冲孔模夹具前,需要将凹模7放入后备箱支撑组件冲孔端,使凹模7中2个孔的位置必须与冲裁的位置一致。先启动气缸12使凹模压板9在凹模斜面导向板8斜面引导下压紧后备箱支撑组件,再启动气缸2使凸模4与凹模7及凹模压板9完成2×φ18(0~+0.43)mm孔的冲裁。后备箱支撑组件冲孔模夹具如图5所示。
(1)取出后备箱支撑组件。启动气缸38可退回压板39、螺母40和螺钉41,便可松开对水平支撑定位块42的夹紧,松开铰链夹紧机构对水平支撑组件的夹紧,启动气缸23可退回连接板24和定位槽板44,启动气缸27、37可退回凸模29和凹模压板34,完成这些动作后,可顺利从夹具中取出后备箱支撑组件。
(2)冲2×φ18(0~+0.43)mm孔过程。先在后备箱支撑组件冲孔位置处装入凹模32,再在冲孔模夹具中安装后备箱支撑组件,启动气缸23使连接板24和定位槽板44及T形滑块10对后备箱支撑组件进行移动定位,并组成楔块夹紧机构对后备箱支撑组件自锁夹紧。手动按下铰链夹紧机构夹紧后备箱支撑组件,以消除后备箱支撑组件定位间隙。启动气缸38使压板39、螺母40和螺钉41夹紧水平支撑。启动气缸27、37,利用凸模29和凹模压板34完成2×φ18(0~+0.43)mm孔的加工。
▍原文作者:熊利军1 , 乔娜娜 1 , 王庭江 2 , 文根保 3
▍作者单位:1.湖北航宇精工科技有限公司;2.中国航空工业集团公司 嘉泰飞机制造公司;
3.中国航空工业集团公司 航宇救生装备有限公司
版权声明
本文仅代表作者观点,不代表百度立场。
本文系作者授权发表,未经许可,不得转载。